


| ① Structure & Function Analysis | ② Failure Analysis | ③ Risk Analysis | ④ Optimization & Actions | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Process Step Function |
Failure Mode FM ID |
Failure Effects Next Op · Customer |
S | SC Class |
Failure Cause Prevention Controls (PC) |
O | Detection Controls (DC) | D | AP | Recommended Action | Responsible Target Date |
New S · O · D · AP |
|
Op. 10
Injection Molding
Fill mold cavity at
80–120 bar · 45.0±0.5g (PA66-GF30, dwg A1-204) |

Incomplete Cavity Fill
(Short Shot) FM-001
|
Next Operation
Assembly misfit — missing material causes bracket attachment failure; downstream rework required
End Customer
Structural integrity failure under vibration load · Loss of primary function · Customer complaint / warranty return
|
7 | ◆ CC |
Injection pressure below setpoint
Set point 100 bar · Actual <80 bar (pressure drift, valve wear)
PC — Prevention Controls
Machine parameter standard SOP-IM-05 Rev.3
Alarm interlock: ±10% pressure deviation triggers stop
|
5 |
DC — Detection Controls
Cavity pressure sensor (PLC real-time) SPC-01
X̄-R SPC Chart — continuous monitoring
1st-off dimensional check per batch WI-QC-07
|
6 | H |
Increase setpoint: 95 → 115 bar
Validate via DOE Taguchi L9 (n=3 replicates) · Confirm Cpk ≥ 1.67 on SPC-01 · Update SOP-IM-05 Rev.4
|
S. Panya
2026-03-15
|
7 · 2 · 4
AP: L |
|
Gate blockage — carbon deposit / PA degradation
Crystallized PA66 residue narrows gate bore; runner restriction; ~2× per quarter (NCR-2025-047, NCR-2025-103)
PC — Prevention Controls
PM schedule: gate cleaning every 200 shots Form-PM-04
Mold condition log per maintenance event
|
4 |
DC — Detection Controls
100% visual at ejection (light box) WI-QC-07
CMM dimensional check every 2 hrs (±0.05mm)
Shift inspection report Form-QC-10
|
5 | M |
Reduce PM interval: 200 → 150 shots
Update Form-PM-04 · Add borescope inspection step to gate cleaning SOP · Review PA drying to prevent degradation at barrel
|
P. Krit
2026-03-10
|
7 · 2 · 3
AP: L |
|||||
|
PA66-GF30 moisture content > 0.2%
Insufficient drying (70°C/2h instead of specified 80°C/4h) → steam voids and incomplete fill; splay/silver streak visible
PC — Prevention Controls
Drying parameter std per material spec SOP-MAT-02
Incoming material inspection Form-IQC-03
Operator training WI-MAT-02 (annual)
|
3 |
DC — Detection Controls
Drying temp/time log Form-DRY-01 (per batch)
Moisture meter — Rotronic HygroPalm (per lot, target <0.2%)
MFI test on sampling basis (monthly)
|
7 | M |
Revise drying SOP: 70°C/2h → 80°C/4h
Per BASF Ultramid datasheet · Add moisture meter go/no-go gate before hopper loading · Interlock dryer → machine: block start if moisture >0.2%
|
A. Maneerat
2026-03-20
|
7 · 1 · 4
AP: L |
|||||
|
Op. 10
Injection Molding
Hold pressure &
gate freeze stage (cosmetic surface) |
Sink Mark on
Class-A Surface FM-002
|
Next Operation
Visual fail at incoming inspection; returned to molding for 100% sort/rework
End Customer
Cosmetic defect visible on exterior surface · Customer complaint · Risk of warranty return (appearance claim)
|
5 | ★ SC |
Insufficient holding pressure → premature gate freeze
Holding pressure too low (<60% of fill pressure) and/or hold time too short → insufficient material compensation in thick wall section (4.5mm rib)
PC — Prevention Controls
Holding pressure param std SOP-IM-05
DFM wall-thickness guideline (max. ratio 2.5:1) per Moldex3D simulation MD-2025-11
|
6 |
DC — Detection Controls
100% visual inspection — light box + golden sample WI-QC-07
Cosmetic AQL 1.0 per lot
Shift patrol inspection (every 30 min)
|
5 | M |
Optimize holding pressure & time via DOE
Taguchi L9 array: holding pressure (3 levels) × hold time (3 levels) × melt temp (3 levels) · Verify gate freeze time via Moldex3D re-simulation
|
S. Panya
2026-04-01
|
5 · 3 · 4
AP: L |
|
Op. 10
Injection Molding
Clamp unit &
parting line integrity |
Flash / Burr Beyond
Parting Line FM-003
|
Next Operation
Sharp burr causes operator safety concern during assembly; part interference blocks clip insertion
End Customer
Assembly difficulty / dimensional mismatch at mating interface · Cosmetic complaint if flash visible externally
|
6 | — |
Worn mold parting line — gap > 0.05 mm
Extended mold service (>80,000 shots) causes parting-line wear; combined with excessive injection pressure, material enters gap; also observed after mold crash event
PC — Prevention Controls
Mold PM schedule: parting-line inspection every 5,000 shots Form-PM-02
Clamp force spec: 800 kN minimum SOP-IM-05
Mold life tracking log (current: 62,000 shots)
|
5 |
DC — Detection Controls
100% visual at ejection (standard WI-QC-07)
Parting-line gap gauge — go/no-go 0.03mm (every 500 shots)
1st-off flash check after every mold open/close cycle
|
3 | M |
Inspect & regrind parting line; update PM frequency
Inspect mold parting line with 10× loupe · Schedule regrind if gap >0.03mm · Reduce PM interval to 3,000 shots until regrind complete · Add mold crash protocol to operator checklist
|
J. Tanaka
2026-03-30
|
6 · 2 · 2
AP: L |
| No | Process Name | Op. | Product Characteristic | Process Characteristic | S.C. | Specification / Tolerance | Measurement Technique | Sample Size | Frequency | Control Method | Reaction Plan |
|---|---|---|---|---|---|---|---|---|---|---|---|
| 05 | Material Preparation Drying Stage |
05 | Melt Flow Index (MFI) | Drying Temperature | ◆ CC | 80°C × 4 hrs Tolerance: ±3°C |
K-Type Thermocouple Cal. due: 2026-12-01 |
1 batch | Per material lot | Temperature Log Sheet + Alarm interlock |
Quarantine batch → Re-dry or Reject → NCR issue |
| 10 | Injection Molding Gate Fill |
10 | Cavity Completeness (Short Shot prevention) |
Injection Pressure | ◆ CC | 80–120 bar Nominal: 100 bar |
Cavity Pressure Sensor PLC data logging |
1 shot | 100% Continuous | SPC X̄-R Chart → SPC-01 Linkage |
Stop → Alert QE → Adjust pressure → Verify 5 shots OK |
| 20 | Injection Molding Cooling Stage |
20 | Dimensional Stability | Cooling Time | ★ SC | 20 ± 2 sec LSL 18s / USL 22s |
PLC Timer ±0.1 sec resolution |
1 shot | 100% Continuous | Process Parameter Log + PLC alarm |
Adjust → Record in logbook → If repeat: engineering review |
| 30 | Injection Molding Ejection / Weighing |
30 | Part Weight (Shot Size) | Shot Size Volume | — | 45.0 ± 0.5 g LSL 44.5 / USL 45.5 |
Analytical Scale Resolution ±0.01g |
5 pcs | Every 1 hour | SPC X̄-R Chart → SPC-03 Linkage |
Stop line → 100% inspect last hour → Notify QE → Cpk study |
| 40 | Mold Maintenance Gate / Runner Check |
40 | Mold Cavity Condition | Gate & Runner Inspection | — | Free from debris / flash Visual std. per photo |
Visual + Borescope SOP-IM-07 |
Full mold | Every 200 shots | Maint. Check Sheet (Form-PM-04) |
Clean gate → Record downtime → Restart → Verify 1st shot OK |
| AP # | Recommended Action | Responsible | Target Date | Priority | Status | Verification Method | Old RPN | New RPN | Cut |
|---|---|---|---|---|---|---|---|---|---|
| AP-001 |
Increase Injection Pressure setpoint 95 bar → 115 bar · Confirm with DOE trial (n=9 runs) |
Process Engineer S. Panya |
2026-03-15 | HIGH | ⏳ In Progress | Production Trial + SPC-01 Cpk ≥ 1.67 | 210 | 84 | −60% |
| AP-002 |
Implement Gate Cleaning Procedure (SOP-IM-07) Clean every 200 shots · Assign dedicated operator |
Production Sup. P. Krit |
2026-03-10 | HIGH | ✓ Completed | Audit Checklist — 100% conformance verified | 120 | 40 | −67% |
| AP-003 |
Update PA Material Drying Parameters 70°C × 2h → 80°C × 4h per material datasheet |
Material Engineer A. Maneerat |
2026-03-20 | MED | ◯ Open | FAI + Dimensional Check (5 pcs) + MFI test | 108 | 54 | −50% |
| AP-004 |
Optimize Cooling Time via DOE Taguchi L9 array · Factors: temp, time, coolant flow · 3 replicates |
Process Engineer S. Panya |
2026-04-01 | MED | ◯ Open | Cpk study after DOE · Target Cpk ≥ 1.33 | 150 | 90 | −40% |
| AP-005 |
Validate Shot Size via Cavity Pressure Monitoring Install in-mold pressure sensor · Real-time feedback loop |
QA Engineer J. Tanaka |
2026-03-25 | LOW | ◯ Open | MSA Gauge R&R ≤ 10% + FAI sign-off | 105 | 70 | −33% |
| SPC ID | Characteristic | Process Step | Specification (LSL / Nom. / USL) |
Chart Type |
n | Frequency | Cpk Target |
Est. Cpk | Gauge / Instrument | Status & Action |
|---|---|---|---|---|---|---|---|---|---|---|
| SPC-01 |
Injection Pressure ◆ CC |
Gate Fill | 78 / 100 / 122 bar | X̄-R | 5 | Continuous (PLC stream) |
≥ 1.67 (CC spec) |
1.43 ⚠ | Cavity Pressure Sensor Cal. due: 2026-12-01 |
● Watch Verify sensor calibration · Tighten setpoint |
| SPC-02 |
Cooling Time ★ SC |
Cooling Stage | 17.5 / 20.0 / 22.5 sec | X̄-R | 5 | Continuous (PLC stream) |
≥ 1.33 | 1.58 ✓ | PLC Timer Resolution ±0.1 sec |
● Stable Continue monitoring · No action |
| SPC-03 |
Part Weight (Shot Size) |
Ejection | 44.5 / 45.0 / 45.5 g | X̄-R | 5 | Every 1 hour | ≥ 1.33 | 0.89 ✗ | Digital Scale ±0.01g Cal. due: 2026-09-01 |
● OOC — ACT NOW Stop line → 100% check → AP-001 / AP-005 |
| SPC-04 |
Drying Temperature ◆ CC |
Material Prep | 228 / 240 / 252°C | X̄-S | 3 | Per material lot | ≥ 1.33 | 1.71 ✓ | K-Type Thermocouple Cal. due: 2026-12-01 |
● Stable Continue · Check AP-003 update |
| SPC-05 | Gate Temperature | Pre-Injection | 69 / 75 / 81°C | I-MR | 1 | Per shot (100%) |
≥ 1.33 | 1.24 ⚠ | IR Thermogun Resolution ±0.5°C |
● Watch Consider upgrading to SPC X̄-R (n=5) |

FMEA-AI™ by TMIC · AIAG-VDA FMEA 2019 Harmonized · Smart Quality System · FMEA Software Thailand
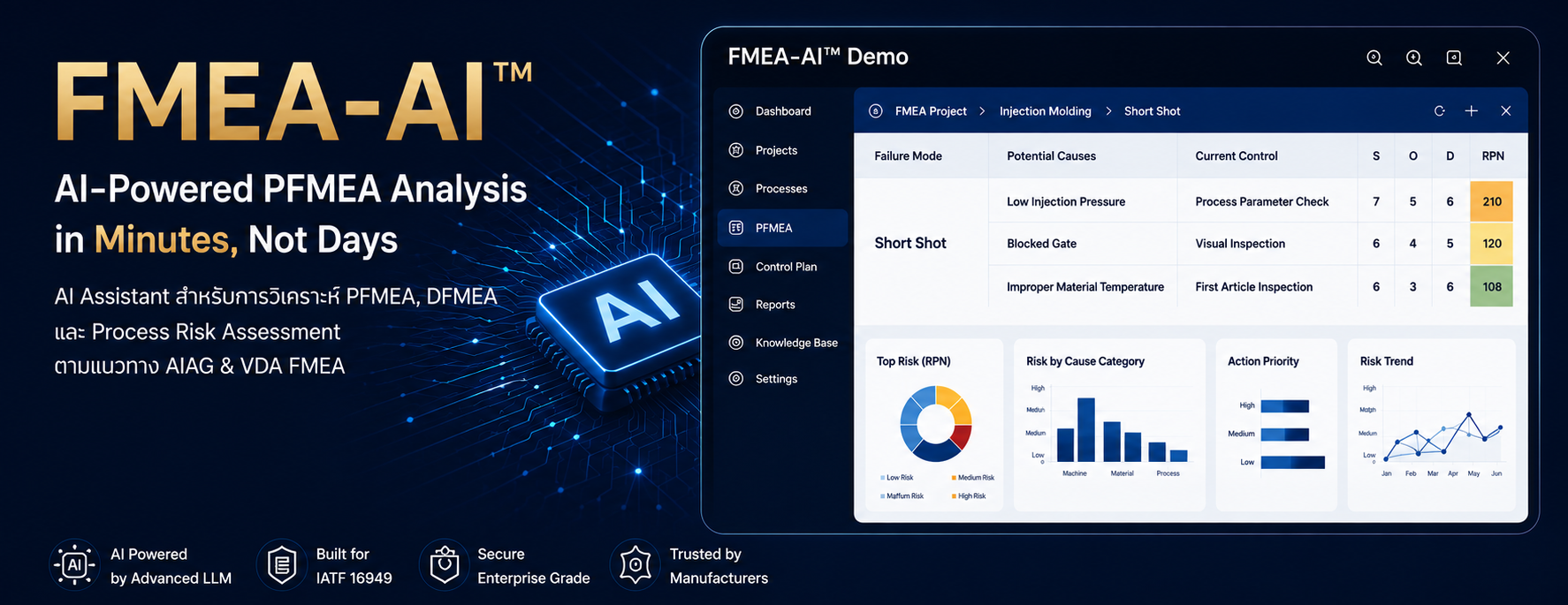
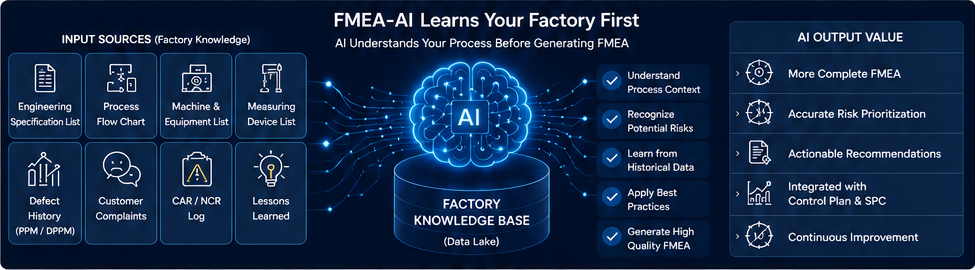
PFMEA (Process Failure Mode and Effects Analysis) คือเครื่องมือหลักในการระบุ วิเคราะห์ และจัดการความเสี่ยงในกระบวนการผลิต ตามมาตรฐาน IATF 16949 ข้อกำหนด 8.3.3.3 FMEA-AI™ ในฐานะ AI FMEA Software ช่วยลดเวลาจัดทำ PFMEA จากหลายวัน เหลือเพียงไม่กี่ชั่วโมง โดยอาศัย Factory Knowledge Base ที่เรียนรู้จากข้อมูลจริงของโรงงาน ไม่ว่าจะเป็น Process Flow Chart, Machine & Equipment List, Defect History (PPM/DPPM) และ CAR/NCR Records
ผลลัพธ์ที่ได้คือ PFMEA ที่ระบุ Failure Mode, Failure Effects, Failure Causes พร้อม Prevention Controls (PC), Detection Controls (DC) และ Action Priority (AP: H/M/L) ตามมาตรฐาน AIAG-VDA 2019 ครบถ้วน พร้อมสำหรับ PPAP Level 3 และ Customer Audit
นอกจาก PFMEA Software แล้ว FMEA-AI™ ยังรองรับ DFMEA (Design Failure Mode and Effects Analysis) สำหรับการวิเคราะห์ความเสี่ยงในระดับการออกแบบผลิตภัณฑ์ เหมาะสำหรับทีม Design Engineer ที่ต้องการระบุ Failure Mode ในช่วง APQP (Advanced Product Quality Planning) ก่อนเข้าสู่กระบวนการผลิตจริง
ระบบ AI จะวิเคราะห์ Design Function, Interface และ Requirements เพื่อ generate DFMEA ที่ครอบคลุม Potential Design Failure Modes ที่อาจส่งผลต่อ Safety, Regulation และ Customer Satisfaction ก่อนที่จะเข้าสู่ Process Risk Assessment ในขั้นตอนถัดไป
FMEA-AI™ รองรับ AIAG-VDA FMEA Handbook 2019 Harmonized อย่างสมบูรณ์ รวมถึง 7-Step Approach, Action Priority (AP) system (High/Medium/Low) ที่แทนที่การใช้ RPN เพียงอย่างเดียว และโครงสร้างคอลัมน์ที่สอดคล้องกับ AIAG VDA FMEA Form มาตรฐาน
ระบบ AI generate PFMEA ที่ผ่านการ validate ตาม AIAG-VDA FMEA requirements ทุกข้อ ทั้ง Structure Analysis, Function Analysis, Failure Analysis, Risk Analysis และ Optimization Steps ทำให้โรงงานพร้อมสำหรับ Customer Audit และ PPAP Submission ได้ทันที
หนึ่งในคุณสมบัติเด่นของ FMEA-AI™ ในฐานะ Smart Quality System คือ Control Plan Generation อัตโนมัติจากผล PFMEA โดยตรง ในรูปแบบ AIAG Format พร้อม Special Characteristic Classification (◆CC / ★SC), Measurement Technique, Sample Size, Control Method และ Reaction Plan สอดคล้องกับ IATF 16949 ข้อกำหนด 8.5.1.1
Process Risk Assessment ครอบคลุมทุก Failure Mode โดยพิจารณาจาก Severity, Occurrence และ Detection พร้อม generate Action Plan ที่ระบุ Responsible Person, Target Date และ Verification Method อย่างชัดเจน ช่วยลดความเสี่ยงในการ Audit Failure
DOE Software · Machine Learning for Quality · Root Cause Analysis · FMEA Software Thailand
FMEA-AI™ ไม่เพียงระบุ Failure Cause เท่านั้น แต่ยังพิสูจน์ Root Cause ด้วย DOE Software (Design of Experiments) และ Machine Learning for Quality ระบบ AI generate DOE Design แบบ Taguchi L9 หรือ Full Factorial และวิเคราะห์ผลเพื่อยืนยัน Root Cause อย่างมีหลักฐานทางสถิติก่อน generate Recommended Actions ที่มีประสิทธิภาพและวัดผลได้จริง
การใช้ Machine Learning ร่วมกับ Root Cause Analysis ทำให้ FMEA-AI™ สามารถเรียนรู้จาก Pattern ของ Defect ในอดีต และ Predict Failure ที่มีโอกาสเกิดขึ้นในอนาคต เพิ่มความแม่นยำของ PFMEA ได้อย่างมีนัยสำคัญ
FMEA Software Thailand ที่เข้าใจบริบทอุตสาหกรรมไทยและ ASEAN ทั้ง Automotive Tier 1 / Tier 2, Electronics, PCB / Semiconductor, Industrial Manufacturing และ Medical Device High Reliability FMEA-AI™ โดย TMIC พร้อมให้การสนับสนุน Implementation เพื่อให้โรงงานบรรลุมาตรฐาน IATF 16949 FMEA และผ่าน Customer Audit ได้อย่างมั่นใจ
ความแตกต่างหลักของ FMEA-AI™ คือการใช้ Factory Knowledge Base แทน Generic AI Prompt ทำให้ผลลัพธ์สอดคล้องกับ Process จริงของโรงงานคุณ ไม่ใช่ข้อมูลทั่วไป — นี่คือ AI FMEA ที่รู้จักโรงงานของคุณอย่างแท้จริง